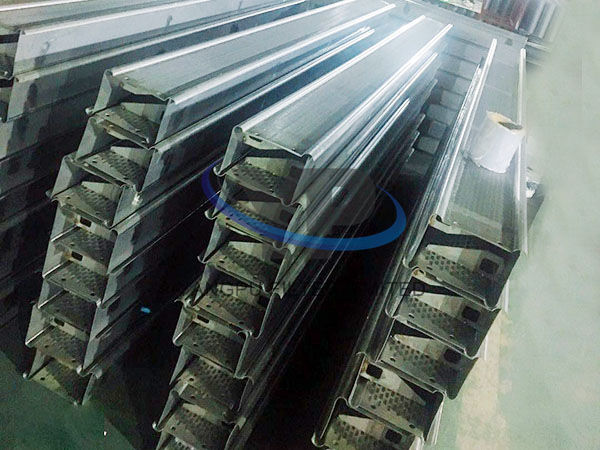
Stainless steel Perforated Metal Mesh can play a good role in the working process, so it is necessary to understand its special sieve holes. In the process of punching plate aperture processing, we all know that the principle of small aperture must be met, and the layout of hole spacing is also a science.
Hole spacing is actually a term for the gap between Perforated Metal Mesh. In fact, to put it plainly, it is the distance between the two sieve holes, and this distance can also be expressed in another way, which is what we usually call the opening rate. Either method is a specification requirement for punching stainless steel punching plate screen holes. As for the opening rate, it is related to the screening effect of the stainless steel punching plate and the selection of screening materials. At the same time, the arrangement of the sieve holes is also worthy of our attention.

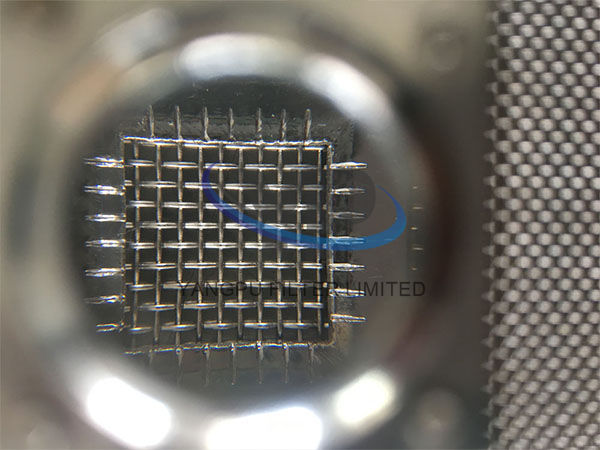
For the stainless steel Perforated Metal Mesh, the arrangement of the sieve holes is 60°, 45°, straight, staggered, square and round holes. However, different sieve hole arrangements show different screening effects. For example, the 60° plum blossom stagger has a high-strength open porosity, and its more popular foundation also has its distinctive appearance.
For other sieve hole arrangements, it is also critical for the Perforated Metal Mesh. It can be said that the sieve holes of the stainless steel punching plate have their own characteristics. Therefore, according to different needs and working environment, choose the suitable sieve plate and perforated plate products.
There may be multiple stamping process schemes for a punching sheet. It should be analyzed from the aspects of quality, efficiency, undertaking and safety, and a scheme suitable for all production conditions should be compared and determined. In order to achieve high-quality, high-efficiency and low material consumption of the punching plate, high-efficiency molds, high-efficiency punching plate equipment and automated or mechanized entry and exit parts should be used for mass production. General purpose In order to reduce costs for equipment, relatively simple molds and procedures, or mechanized entry and exit parts, simple molds, combined molds, and general molds are mostly used in small batch production.
In order to improve product quality and production efficiency, the production process must be improved to meet production needs. At the same time, the tapping process is manually operated, the labor intensity of the workers is high, the production efficiency is low, and the quality of the tapping is not disordered, which is also an important source of product quality. The production of the bottom plate of a household appliance part requires multiple processes to complete the forming process. In the first production process, the stainless steel Perforated Metal Mesh is flanged in two processes, and there are 7 M3mm and 4 months M4mm internal threaded holes, punching After flanging, tapping processing is required, which requires a large amount of processing and the product quality is not messy. It is ideal for processing on hydraulic machine tools, and it can also complete punching and flanging on a punching machine. The quality of the parts directly affects the quality of the whole machine. In the production process, the quality of the flanging holes of the parts is poor. In the 11 flanging holes, there are often incomplete holes after flanging, causing the parts to be divided and the holes need to be tapped after flanging. When the flanging holes are incomplete , The thread of the screw hole is not complete.